
Cutting
Advanced Automated CNC cutting to tight tolerances.
New Tech Metals provides a comprehensive range of advanced CNC cutting solutions designed to meet demanding production and quality requirements. Our fully automated laser cutting systems combine high-speed performance with exceptional precision, delivering competitive turnaround times, scalable production capacity, and consistently accurate, repeatable results.
We process a wide variety of materials including carbon steel, stainless steel, aluminum, and specialty alloys while maintaining tight tolerances and superior edge quality for both prototype and high-volume production applications. Our technology-driven approach ensures efficiency, reliability, and flexibility to support complex fabrication needs across diverse industries.
Capabilities
Laser Cutting
- 4000 Watt Mitsubishi 3015 LVP-Plus CO2 Laser Model 40CFX w/ Dual Pallet
- 4500 Watt Mitsubishi ML3015 LVPlus II CO2 Laser w/ rapid tower automation
- 6000 Watt Mitsubishi ML3015 Ex-F60-D Fiber Laser w/ rapid tower automation
- MC Machinery Smartflex Rapid Tower Automation
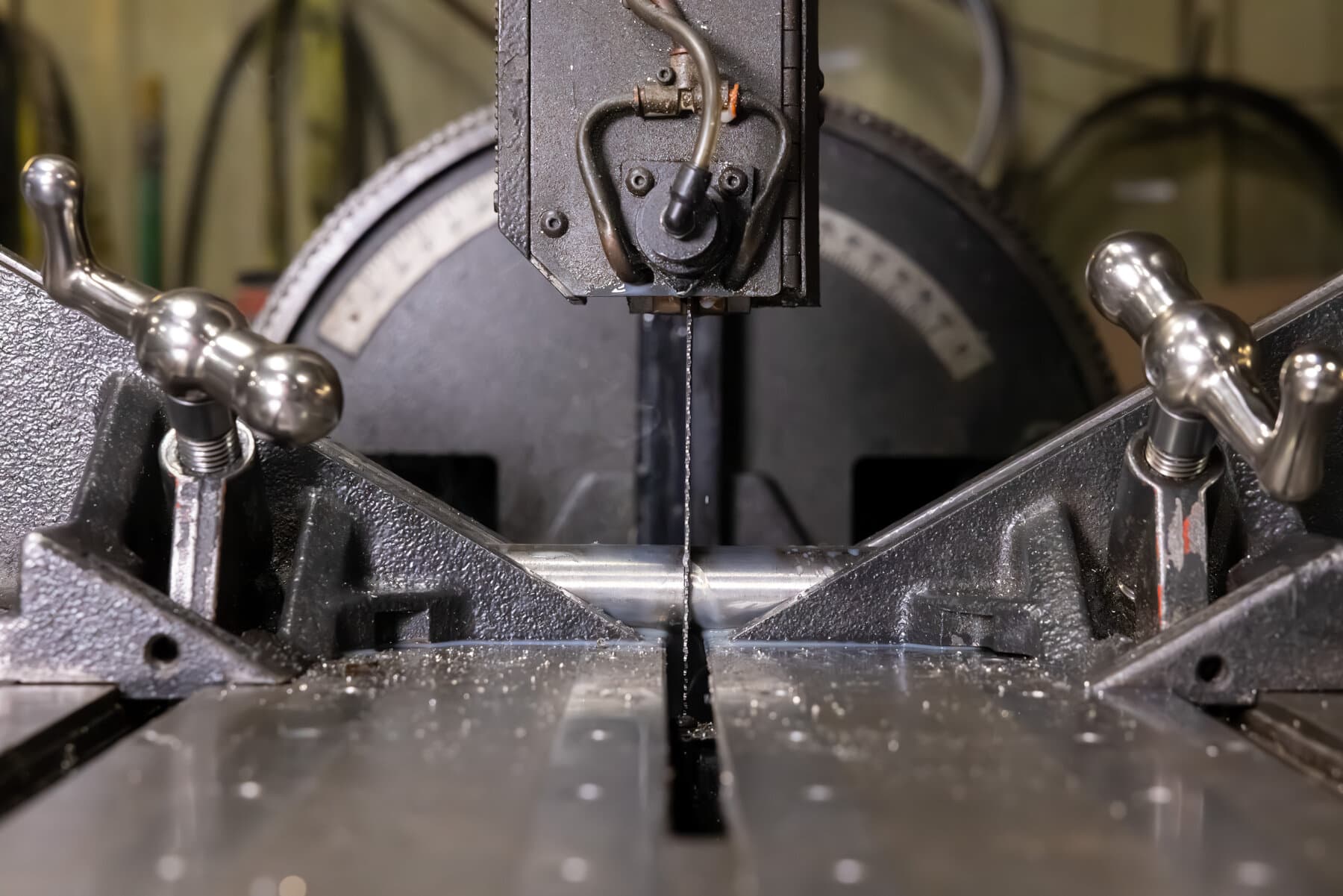
Sawing
- Marvel Series 8 Mark III Vertical Tilt-Frame Saw
Shearing
- Cincinnati 250HS10 Hydraulic Power Squaring Shear
Turret Punching
- 2000 STRIPPIT 1000 XP/20 (30 Ton 40" x 60")
Cutting in Action.







From drawing to cut part.
- 01
Drawing / CAD Intake
Customer submits engineering drawings, native CAD (STEP, IGES, DXF), material spec, quantity, edge-quality requirements, and any contract flowdowns. Native CAD avoids re-creating geometry from a flat PDF.
- 02
Nest Optimization
Parts are nested for material yield, cut-path efficiency, and consistent edge quality. Common-line cutting and shared edges reduce scrap on production runs; one-off prototypes are nested individually for fastest turnaround.
- 03
Material Loading
Sheet, plate, bar, or structural shapes are pulled from inventory or staged from receiving with Mill Test Reports captured. The Mitsubishi laser cells run with rapid tower automation; shear, turret, and saw are operator-loaded.
- 04
Cut Execution
The right process runs the part. Mitsubishi CO2 or Fiber laser for sheet and plate, Strippit turret punch for high-volume hole patterns, Cincinnati shear for straight cuts, Marvel vertical tilt-frame saw for structural shapes and bar stock.
- 05
Deburr & QC Handoff
Parts are deburred or edge-broken per drawing, dimensionally verified against print, then routed to the next operation: forming, welding, machining, or finishing. When required parts are packaged with a Certificate of Conformance.
Three lasers. A shear. A turret.
Our cutting cell pairs two Mitsubishi laser systems with rapid tower automation while backed by a stand-alone Mitsubishi CO2 for sheet and plate against a Cincinnati hydraulic shear and a Strippit turret punch. The matrix below lists every machine currently on the floor with its table size and rated capacity.
| Brand / Model | Table Size | Capacity |
|---|---|---|
| 6000 Watt Mitsubishi ML3015 Ex-F60-D Fiber Laser w/ rapid tower automation | 5' x 10' | 1" Carbon, ½" Stainless, ½" Aluminum |
| 4500 Watt Mitsubishi ML3015 LVPlus II CO2 Laser w/ rapid tower automation | 5' x 10' | 1" Carbon, ½" Stainless, ⅜" Aluminum |
| 4000 Watt Mitsubishi 3015 LVPlus CO2 Laser Model 40CFX w/ Dual Pallet | 5' x 10' | 1" Carbon, ½" Stainless, ⅜" Aluminum |
| Cincinnati 250HS10 Hydraulic Power Squaring Shear | N/A | Thickness ¼", Width 10' |
| 2000 STRIPPIT 1000 XP/20 | N/A | Tonnage 30, Travel 40" x 60" |
6000 Watt Mitsubishi ML3015 Ex-F60-D Fiber Laser w/ rapid tower automation
Table 5' x 10'1" Carbon, ½" Stainless, ½" Aluminum4500 Watt Mitsubishi ML3015 LVPlus II CO2 Laser w/ rapid tower automation
Table 5' x 10'1" Carbon, ½" Stainless, ⅜" Aluminum4000 Watt Mitsubishi 3015 LVPlus CO2 Laser Model 40CFX w/ Dual Pallet
Table 5' x 10'1" Carbon, ½" Stainless, ⅜" AluminumCincinnati 250HS10 Hydraulic Power Squaring Shear
Thickness ¼", Width 10'2000 STRIPPIT 1000 XP/20
Tonnage 30, Travel 40" x 60"
Equipment list reflects New Tech Metals' published cutting capabilities.
Process selection by part requirement.
- Mitsubishi CO2 and Fiber lasers for complex contours, intricate geometry, stainless steel, and tight-tolerance sheet and plate work.
- Strippit 30-Ton turret punch press for high-volume hole patterns, louvers, knockouts, and embossing on production sheet metal parts.
- Cincinnati 250HS10 hydraulic power squaring shear for straight rip cuts and blanks at lower cost per cut on plate up to its rated capacity.
- Marvel Series 8 Mark III vertical tilt-frame saw for structural shapes, angle, channel, square tube, bar stock, and miter cuts.
- Carbon Steel
- Stainless Steel
- Aluminum
- Specialty Alloys
- Structural Shapes (Angle, Channel, Tube, Bar)
- Food-Grade Stainless
Materials handled per NTM's published Cutting secondary description. Thickness ranges depend on material and process, confirm capacity in your RFQ.
What to send with your cutting RFQ.
The more specific your RFQ, the faster and more accurate the quote. These six items cover what we need to produce a defensible lead-time and price commitment on prototype and production cut work.
Drawing or native CAD with cut features
STEP, IGES, or DXF preferred for laser and turret programming. PDF drawings extend programming time while we re-create geometry. Call out cut features, hole patterns, and louvers / knockouts explicitly.
Material specification and thickness
Alloy, grade, condition, and material thickness. Thickness drives process selection (laser vs turret vs shear) and quoting. For DFARS-flowed work, indicate the specialty metals clause flowdown so we can source through qualifying-country mills.
Edge quality requirements
Acceptable edge condition, dross-free, oxide-free, weld-prep bevel, or as-cut. Edge quality requirements change which laser process (CO2 vs Fiber) and which assist gas (N₂ vs O₂) is appropriate.
Quantity (prototype vs production)
First-article quantity, production quantity per release, and total annual usage. Volume determines whether laser, turret, or a combination is the most cost-effective route.
Deburr and downstream finishing requirements
Hand deburr, edge break, Timesaver grain, sandblast, paint, or powder coat. Cut parts that flow to forming or welding usually need deburr; ship-direct parts may need finishing.
Contract flowdowns
ITAR, DFARS specialty metals (252.225-7009) for defense work, AS9100, NIST 800-171 / CMMC, or any prime-contract flowdowns. These drive material sourcing and documentation requirements.
Cutting for Defense, Transportation, and M&E.
- Industry · 01
Defense
CNC-cut sheet, plate, and structural components for U.S. and allied defense contractor programs, vehicle platforms, shipboard infrastructure, weapons support equipment, communications enclosures, electronics housings, and structural assemblies.
LaserTurretSawView Defense→ - Industry · 02
Transportation
Cut features for vehicle bodies, panels, enclosures, brackets, frames, guards, and housings, automotive, cargo trailers, fire apparatus, refuse vehicles, concrete mixers, and airport products.
LaserTurretShearSawView Transportation→ - Industry · 03
Machine & Equipment Builders
Cut components and assemblies for paper converting, packaging equipment, drying & curing systems, commercial appliance, power equipment, and material handling programs.
LaserTurretShearView Machine & Equipment Builders→
Deeper reading on cutting and sourcing.
- Defense6 min
Laser Cutting vs Turret Punching: When Each Process Wins for Defense Sheet Metal
- Machine & Equipment Builders6 min
Sheet Metal Fabrication for Packaging Equipment OEMs: Tolerance, Finish, and Lead-Time Trade-offs
- Defense6 min
DFARS 252.225-7009: What Specialty Metals Compliance Really Requires
What procurement engineers ask about cutting.
- FAQ · 01 / 06
When should I spec laser cutting vs. turret punching?
Laser cutting is the right choice for complex contours, intricate geometry, tight inside corners, stainless steel, and parts where edge quality drives the spec. Turret punching wins on high-volume sheet metal parts with repeating hole patterns, louvers, knockouts, and in-station forming features. Many production parts use both processes, turret for the holes, laser for the outside contour.
- FAQ · 02 / 06
What's NTM's maximum material thickness on laser?
Maximum thickness depends on material (mild steel cuts deeper than stainless or aluminum at the same wattage) and which of the three lasers a job runs on, the 4000W CO2, 4500W CO2, or 6000W Fiber. For thicker structural plate, we route to shear or saw. Confirm thickness in your RFQ and we'll match the right process and machine.
- FAQ · 03 / 06
Does NTM cut aluminum and stainless steel?
Yes. The Cutting line processes carbon steel, stainless steel, aluminum, and specialty alloys per NTM's published material list. Stainless and aluminum typically run on the 6000W Fiber laser, which is better-suited to non-ferrous and reflective materials than CO2 systems.
- FAQ · 04 / 06
What tolerances does NTM hold on laser-cut parts?
Tolerances depend on material, thickness, and feature geometry. We hold standard sheet metal tolerances per the drawing. Call out any features that need tighter-than-standard tolerance on the print and we'll confirm whether the process can support it during quoting.
- FAQ · 05 / 06
Does NTM offer nest optimization for material yield?
Yes. Parts are nested in CAM for material yield, cut-path efficiency, and edge quality before any sheet is loaded. Common-line cutting and shared-edge nesting are used on production runs to reduce scrap; prototypes are nested individually for fastest turnaround.
- FAQ · 06 / 06
Can NTM cut structural shapes, angle, channel, square tube?
Yes. The Marvel Series 8 Mark III Vertical Tilt-Frame Saw handles structural shapes, angle, channel, square tube, and bar stock, including miter cuts. Sheet and plate run through the lasers, turret, or shear depending on geometry and volume.
Cutting QC at NTM.
Every cut part moves through documented quality control before it ships or feeds the next operation. The same compliance footprint that supports the homepage Certified Quality section applies to every cut feature.
See full quality system →Edge Quality Inspection
Visual edge inspection per drawing, dross-free, oxide-free, weld-prep bevel, or as-cut acceptance criteria verified before handoff.
Dimensional Verification (CMM)
Coordinate Measuring Machine variable-data measurement on First Article and as required by drawing or contract.
Material Traceability
Mill Test Reports and heat lot identification carried from receiving through the cut operation to the finished part.
First Article Inspection
First Article Inspection (AS9102 Rev C when required by contract) completed before production cuts release.
Mill Test Reports
MTRs available per shipment confirming alloy, grade, heat lot, and chemical composition. DFARS specialty metals flowdown verified when applicable.
Certificate of Conformance
C of C available per shipment with DFARS / ITAR / NIST flowdown references where applicable.
Explore More Capabilities
Let's Build Together
NEW Tech Metals is a veteran-owned, family-owned small business supplying precision metal components and finished products to OEMs and Prime Contractors nationwide, supporting Defense, Transportation, and Machine & Equipment Building programs.